
焊接工艺
焊接方法及焊透种类
| 代号 | 焊接方法 | 焊透种类 |
| GC | 气体保护电弧焊 | 完全焊透 |
| GP | 药芯焊丝自保护焊 | 部分焊透 |
| SC | 埋弧焊 | 完全焊透 |
| SP | 埋弧焊 | 部分焊透 |
| SL | 电渣焊 | 完全焊透 |
焊接接头连接形式及代号
按照焊接构件相对位置的不同,焊缝接头有对接焊缝、搭接焊缝、T型焊缝、角焊缝4种,这四种焊缝连接形式基本覆盖了所有焊缝连接种类,其中以T型焊缝、对接焊缝最为常见。四种焊缝连接形式图示如下:

| 代号 | 接头形式 |
| B | 对接接头 |
| T | T型接头 |
| C | 角接接头 |
| 搭接接头 |
焊接等级及检测
按照《建筑钢结构焊接技术规程》(JGJ81-2002)规定,钢结构焊缝质量等级分为3级,分别为一级焊缝、二级焊缝、三级焊缝。其中以一级焊缝的要求最高,二级焊缝次之,三级焊缝要求最低。焊缝检测一般包括外观检测和无损探伤检测,焊缝无损探伤检测主要包括超声检测、磁粉检测、液体渗透检测、射线检测其中以超声检测使用最为常见。
根据《建筑钢结构焊接技术规程》(JGJ81-2002)规定,各等级焊缝外观应符合下列要求:
一级焊缝:不得存在未焊满、根部收缩、咬边和接头不良等缺陷,不得存在表面气孔、夹渣、裂纹、电弧擦伤等缺陷;
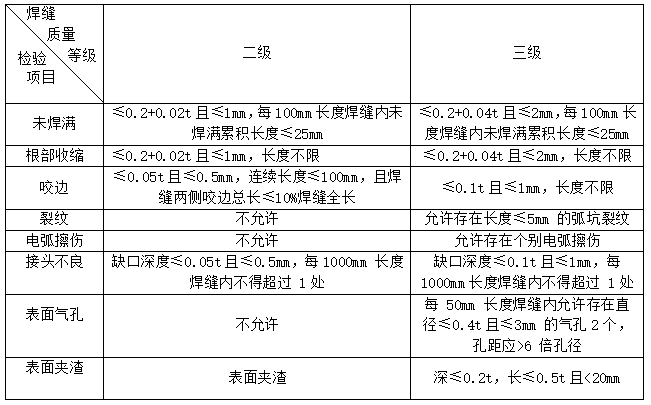
二级焊缝:不得存在表面气孔、夹渣、裂纹、电弧擦伤等缺陷。未焊满、根部收缩、咬边和接头不良等缺陷应符合《建筑钢结构焊接技术规程》(JGJ81-2002)“表7.2.3 焊缝外观质量允许偏差”要求。
三级焊缝:外观应符合《建筑钢结构焊接技术规程》(JGJ81-2002)“表7.2.3 焊缝外观质量允许偏差”要求。
焊缝无损探伤检测频率:一级焊缝100%进行无损探伤检测,二级焊缝抽取20%进行无损探伤检测,三级焊缝可不进行无损探伤检测。
表 7.2.3 焊缝外观质量允许偏差
焊接等级的确定
在施工过程中,图纸中明确了焊缝等级应按照图纸明确的焊缝等级进行检测。但是很多图纸未明确焊缝等级,此时我们可以参考《钢结构设计规范》(GB500017-2003)第7节进行确定焊缝等级。具体可参考下表执行:
| 序号 | 焊缝描述 | 焊缝等级 |
| 1 | 需要进行疲劳计算的作用力垂直于焊缝长度方向的横向对接焊缝(受拉时) | 一级 |
| 2 | 需要进行疲劳计算的作用力垂直于焊缝长度方向的横向T形对接与角接组合焊缝(受拉时) | 一级 |
| 3 | 需要进行疲劳计算的作用力垂直于焊缝长度方向的横向对接焊缝(受压时) | 二级 |
| 4 | 需要进行疲劳计算的作用力垂直于焊缝长度方向的横向T形对接与角接组合焊缝(受压时) | 二级 |
| 5 | 作用力平行于焊缝长度方向的纵向对接焊缝 | 二级 |
| 6 | 不需要进行疲劳计算的对接焊缝(受拉) | 不低于二级 |
| 7 | 不需要进行疲劳计算的对接焊缝(受压) | 二级 |
| 8 | 重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间、吊车桁架上弦杆与节点板之间的T形焊缝 | 不低于二级 |
| 9 | 直接承受动力荷载且需要验算疲劳的结构和吊车起重量≥50t的中级工作制吊车梁的要求焊透的T型接头的角焊缝、部分焊透的对接与角焊缝组合焊缝、搭接连接的角焊缝 | 二级 |
| 10 | 其它情况下焊缝 | 三级 |
注明:根据《钢结构设计规范》(GB500017-2003)“第6节 疲劳计算”规定:直接承受动力荷载重复作用的钢结构构件及其连接,当应力变化的循环次数≥5×104时,应进行疲劳计算。
常用焊缝标记识别
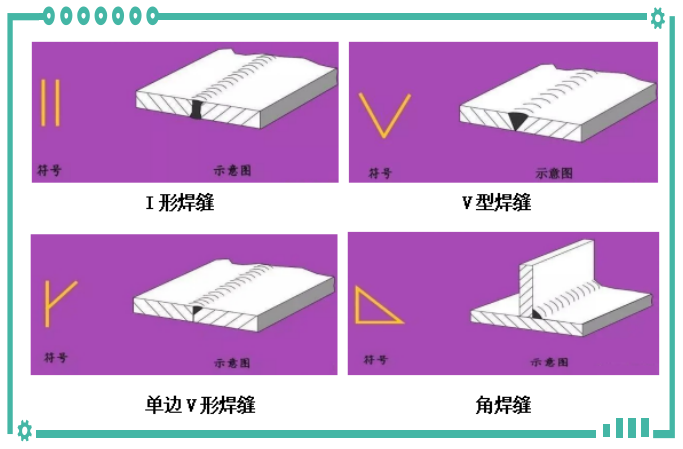
在钢结构施工中,焊缝种类有:角焊缝、I形焊缝、V形焊缝、单边V形焊缝、带钝边V形焊缝、带钝边单边V形焊缝、带钝边U形焊缝、带钝边J形焊缝、封底焊缝、塞焊缝、点焊缝、钎焊、缝焊缝、X焊缝、K焊缝、带钝边双面V形焊缝、带钝边双面单V形焊缝、带钝边双面U形焊缝,其中角焊缝、I形焊缝、V形焊缝缝最为常见。下面就常见焊缝的图例及标注给大家做个解释。
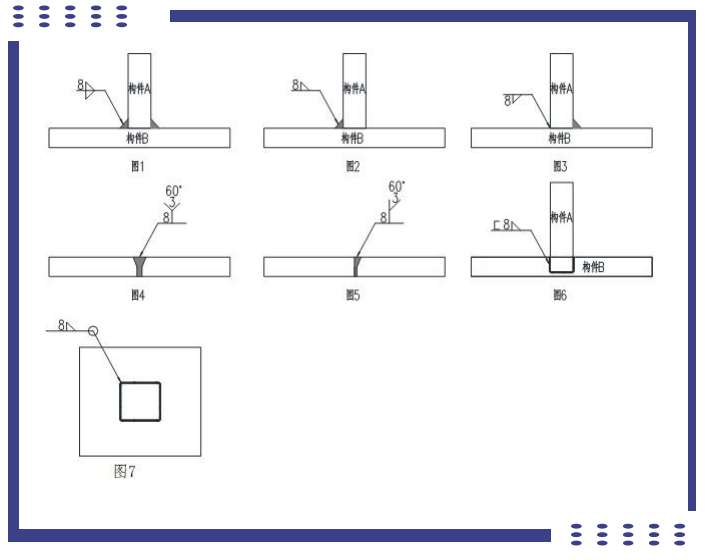
常见焊缝标注主要有图1-图7,各标注的含义如下:
图1:T型焊缝的双侧角焊缝,焊缝高度为8mm;
图2:T型焊缝的单侧角焊缝,焊缝高度为8mm;
图3:T型焊缝的单侧角焊缝,焊缝高度为8mm,标注在下方表示焊接侧为箭头对面侧;
图4:V形焊缝,焊缝坡口钝边厚度为8mm,焊缝坡口角度为60°,两构件之间焊接部位间隙为3mm;
图5:单边V形焊缝,焊缝坡口钝边厚度为8mm,焊缝坡口角度为60°,两构件之间焊接部位间隙为3mm;
图6:三面角焊缝,焊缝高度为8mm;
图7:四面角焊缝,焊缝高度为8mm;
坡口形式及代号
| 代号 | |
| I | I型坡口 |
| V | V型坡口 |
| X | X型坡口 |
| L | 单边V型坡口 |
| K | K型坡口 |