
两种车间划分方式
一、按 生产工艺流程 划分(最主流)
钢结构制造是典型的离散型+流程混合生产,车间通常按工序流水线划分:
|
车间/工段
|
主要作业内容
|
典型设备
|
|---|---|---|
|
下料车间
|
钢板/型钢切割(火焰、等离子、激光)
|
切割机、数控切割平台
|
|
组立/装配车间
|
H型钢、箱型梁等构件组装
|
组立机、胎架、夹具
|
|
焊接车间
|
自动焊、手工焊、埋弧焊
|
焊接机器人、龙门焊机
|
|
矫正车间
|
构件矫直、调平
|
矫正机、压力机
|
|
抛丸/除锈车间
|
表面处理(Sa2.5级)
|
抛丸机、喷砂房
|
|
涂装车间
|
底漆、中间漆、面漆喷涂
|
喷涂线、烘干室
|
|
预拼装/总装区
|
大型构件厂内预拼(如桥梁节段)
|
胎架、吊车、测量设备
|
|
成品堆放区
|
发货前暂存、打包
|
龙门吊、标识系统
|
优势:流程清晰、利于专业化管理、便于MES按工序采集工时/质量数据。
在WBS中可对应:每个车间 = WBS工作包下的“作业单元”。
二、按 产品类型/构件特征 划分(大型企业常见)
当产品差异大时,按构件类型设立专用产线:
|
车间类型
|
适用产品
|
说明
|
|---|---|---|
|
重钢车间
|
厂房钢柱、吊车梁、桥梁主梁
|
厚板、大截面、重型设备
|
|
轻钢/围护车间
|
C/Z型檩条、屋面板、墙面板
|
薄板、连续辊压线
|
|
管桁架车间
|
体育场馆、机场航站楼空间结构
|
多管相贯、数控相贯线切割
|
|
模块化车间
|
集成模块(如设备房、楼梯间)
|
多工种集成、预装机电
|
优势:减少换型、提高专用设备利用率。
挑战:柔性不足,小批量订单效率低。
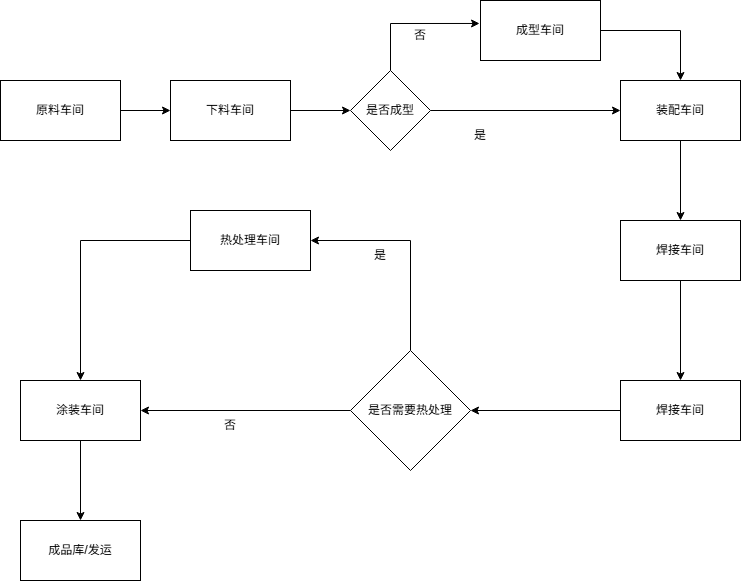
三、车间协同关系(典型流)
四、核心逻辑差异
维度
按工艺流程划分
按产品类型划分
车间目标
完成某一道工序(如焊接)
完成某一类产品全流程(如下料→涂装)
产线本质
工艺子类(如自动焊 vs 手工焊)
产品子类 或 自动化等级
班组技能
专精单一工序(如只焊)
多能工(需掌握全流程)
MPS排程
跨车间流转
车间内闭环,排程简单
|
维度
|
按工艺流程划分
|
按产品类型划分
|
|---|---|---|
|
车间目标
|
完成某一道工序(如焊接)
|
完成某一类产品全流程(如下料→涂装)
|
|
产线本质
|
工艺子类(如自动焊 vs 手工焊)
|
产品子类 或 自动化等级
|
|
班组技能
|
专精单一工序(如只焊)
|
多能工(需掌握全流程)
|
|
MPS排程
|
跨车间流转
|
车间内闭环,排程简单
|
在“按产品类型划分”模式下:
产线 = 产品细分 + 生产模式,
班组 = 全流程作业团队。
总结:典型制造企业车间类型清单
|
车间类型
|
是否必有
|
备注
|
|
下料车间
|
✅ 几乎必有
|
钢结构第一道工序
|
|
成型车间
|
⚠️ 视产品
|
平板件可无
|
|
装配车间
|
✅ 必有
|
大型结构必有
|
|
焊接车间
|
✅ 必有
|
核心工序
|
|
涂装车间
|
✅ 必有
|
防腐要求
|
|
机加工车间
|
❌ 按需
|
精密件需要
|
|
热处理车间
|
❌ 常外协
|
内部较少
|
|
总装车间
|
⚠️ 大型项目
|
模块化项目需要
|
对于钢结构加工厂,通常核心是:下料 → 成型 → 装配 → 焊接 → 涂装(5 大车间)